The Concept and Importance of Hot Runners System
Dec 13, 2019
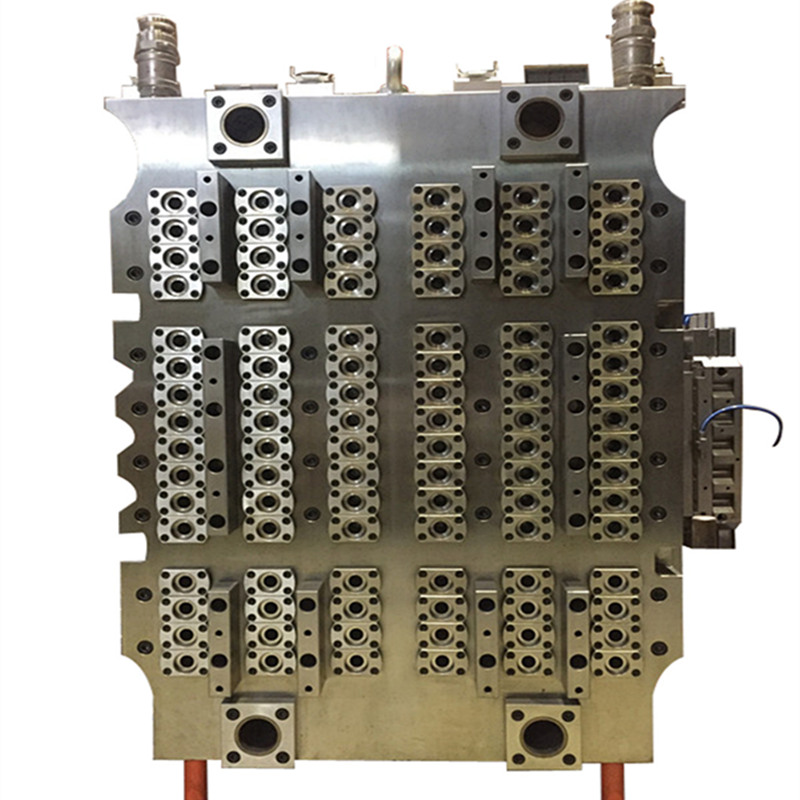
Hot runners are already indispensable in injection molding production. For plastic processors, choosing the hot runner that is suitable for product molding and mastering the correct use of the hot runner is the key to benefit from the hot runner. Hot runner (HRS) is also called hot gate, which turns the solidified nozzle into a molten nozzle, and its composition is relatively simple, mainly includ...