Design criteria for plastic injection mold runners
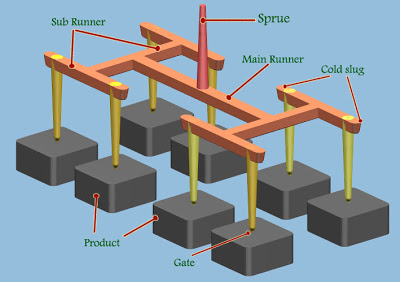
The runner is the first channel for plastic injection molding in the mold. Most of the plastic passes through here and then into the mold cavity and core. Therefore, the position of the runner should not affect the appearance of the product, and must meet the product assembly.
When the mold uses pin-point gate, the hot runner plate should have a slag well. The inlet diameter of the runner should be less than 3 mm. and it should be designed on the back part of the front plate. The section should be designed to be trapezoidal or semi-circular. Moreover, the length should be designed reasonably, and the process should be shortened as much as possible under the premise of ensuring the forming quality, reducing the cross-sectional area, shortening the filling and cooling time. These cross-section recommendations are machined and manual machining is not recommended. When processing the split runner, there should be an extension at the front end as a cold feed point. The gate should be made in accordance with the specifications. The pull rod has a reverse buckle and a smooth transition. So it can not cause misplacement.
When designing a subgate, the gate above the top rod should be designed without surface shrinkage. The design of the material should be easy to remove, the appearance of the product is free of gate marks. also there is no residual material in the assembly of the product. The runner system is fed with a banana gate, and the two-part insert should be nitrided to ensure the hardness of the insert.

















