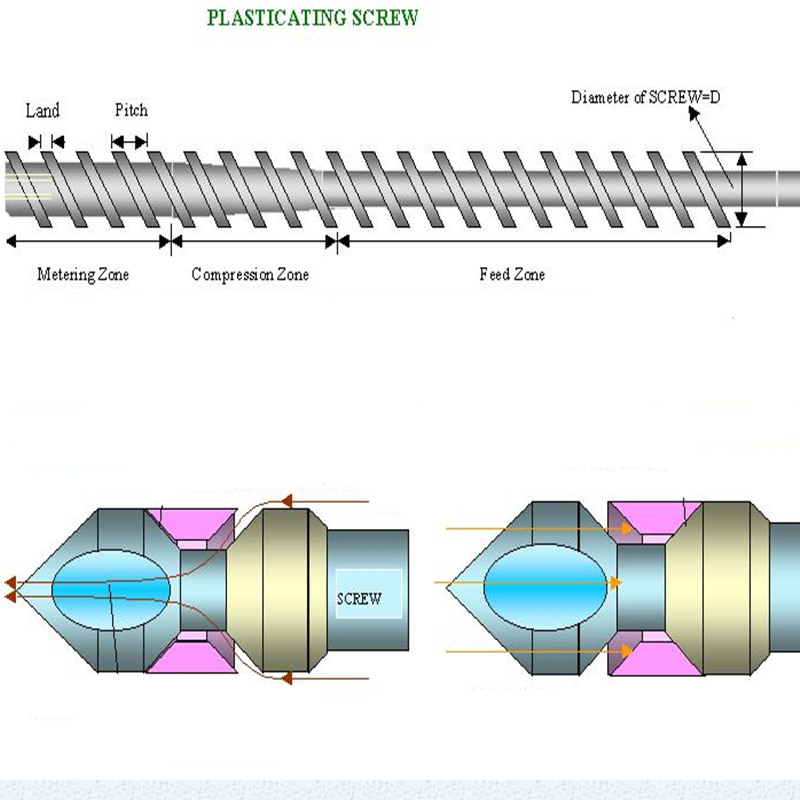
The main point of selecting the screw for nylon PA injection molding: PA is a crystalline plastic with many types and different melting points. Generally, PA66 has a melting point of 260~265 °C. The material has low viscosity, good fluidity, relatively obvious melting point, poor thermal stability and general water absorption. When using PA material for injection molding, the following points should be noted for the screw: (1) Select a mutant screw with a length to diameter ratio of 18-20. (2) The compression ratio is generally selected from 3 to 3.5, in order to prevent overheating from decomposing h3=(0.07~0.08)D. (3) Because of its low viscosity, the gap between the reverse ring and the barrel should be as small as possible, about 0.05, and the gap between the screw and the barrel is about 0.08.Depending on the material, the front end can be matched with the reverse ring.