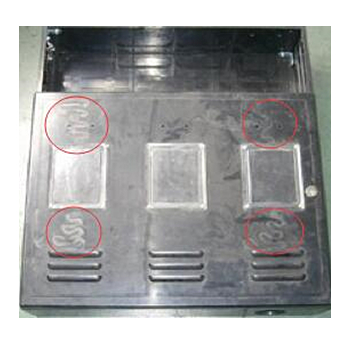
When injecting a plastic part, the Gate is smaller, while the space of the mold cavity is relatively larger. At this time, the temperature of resin is cooling down before it fullly injects into the whole mould cavity frame. Therefore, it will have a flowing marks remaining on the part surface like a snake crawling. This is what we talked about today, Snake Mark.
To solve this indication, it should be noted that the shooting speed need be slowed down appropriately, to minimize the reverse packing phenomenon on the opposite side wall of the resin direct punching gate. Here listing some solutions for inspecting and solving snake mark:
1. Increase the temperature of the mold and improving the fusion condition
2. Increase the temperature of heating cylinder
3. Increase the nozzle temperature
4. Reduce the shooting speed near the Gate
5. Increase the area of Gate section
With the increase of the cross-section area of the Gate, the flowing rate of resin through the Gate will be slowed down correspondingly, and the expected effect of reducing the injection rate is the same.
6. Change the Gate position
7. Review of Gate types
It is possible to review side gate, fan gate and other gate types with wide range.

















