As mentioned that, when the melt is cooled down without filling the mold cavity, or the melt does not fill completely after running into the cavity, it is called the short shot injection molding.
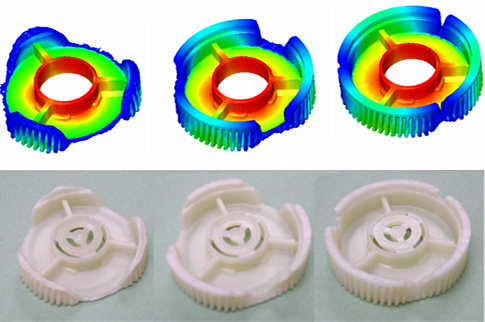
We analyse the reasons of short shot. So today let’s discuss how to improve the insufficient injection.
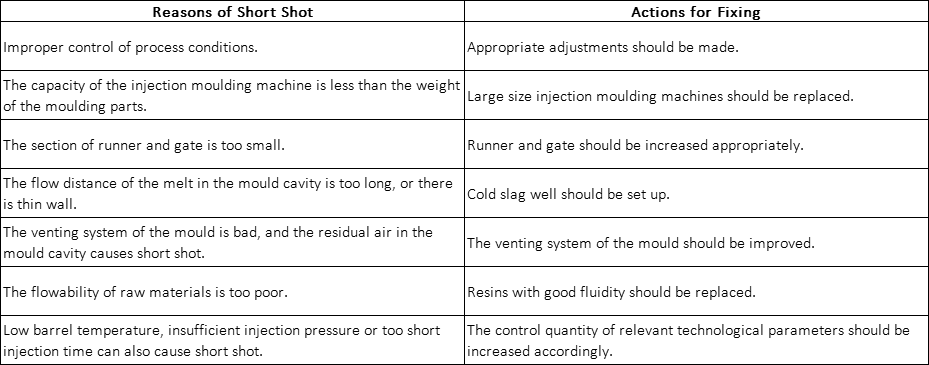
Here lists short shot checkpoints:
1) Improper control of process conditions.
2) The capacity of the injection moulding machine is less than the weight of the moulding parts.
3) The section of runner and gate is too small.
4) The flow distance of the melt in the mould cavity is too long, or there is a thin-walled part.
5) The venting system of the mould is bad, and the residual air in the mould cavity causes short shot.
6) The flowability of raw materials is too poor.
7) Low barrel temperature, insufficient injection pressure or too short injection time can also cause short shot.
The actions of fixing the short shot accordingly: