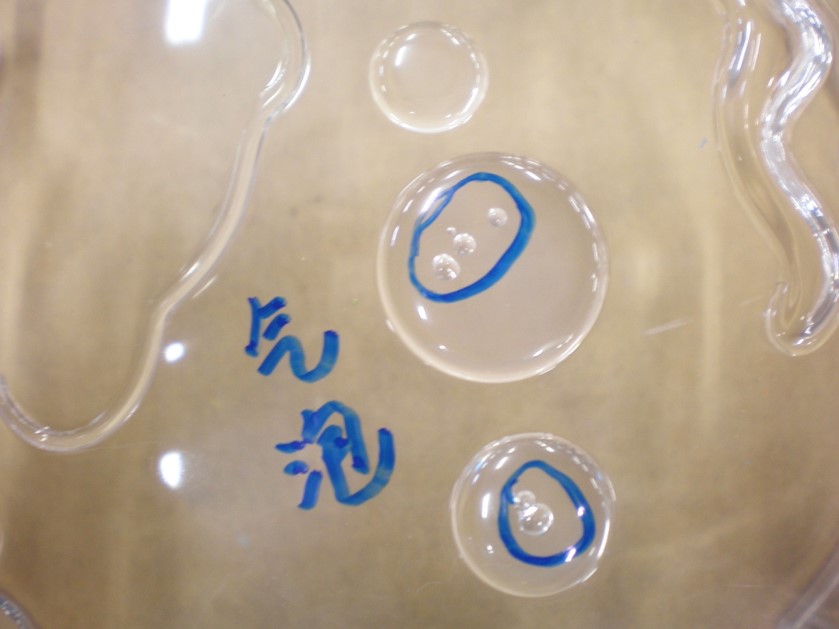
Cell the reason:
1. Holding pressure is too low.
2. The holding time is too short.
3. The injection speed is too fast.
5. The back pressure is too low.
6. The mold temperature is too low.
7. The product is too thick.
8. Melt temperature is too high.
Solution:
1. Increase the back pressure of the melt.
2. Reduce the reverse rope.
3. Increase holding pressure.
4. Increase holding time.
5. Reduce the injection speed to the average recommended by the material supplier.
6. Increase the mold temperature.
7. Reduce the barrel temperature and screw speed.

















