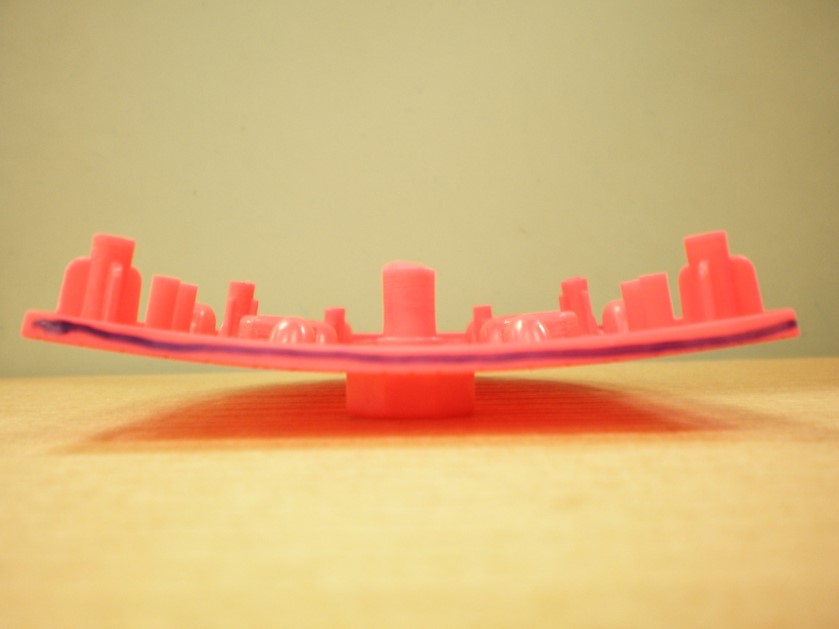
Product warpage
the reason:
1. The product design is unreasonable.
2. The product is too thick.
3. Uneven cooling.
4. Injection pressure is too high.
5. Incoming water design is unreasonable; different flow directions shrink differently.
6. Too many undercuts.
7. The thimble is not enough.
8. The mold cavity is too hot.
9. Reversal of material filling.
10. Unreasonable material selection.

Solution:
1. Increase the cooling time.
2. Increase the holding time.
3. Increase or decrease injection pressure.
4. Increase or decrease the mold temperature.
5. Set different front and rear mold temperatures according to the direction of product deformation (the deformation tends to the side with higher mold temperature)
6. Use multi-stage holding pressure, set the holding pressure from high to low or low to high.